
 M7 20W-100W
M7 20W-100W
 M7 200W-300W
M7 200W-300W
 M7 500 - 1000W
M7 500 - 1000W
 M8 20 - 50W
M8 20 - 50W
 M8 120 - 300W
M8 120 - 300W
 CL2 200W-300W
CL2 200W-300W
 CL 500W~1000W
CL 500W~1000W
 CL 2000W
CL 2000W
 Multi-Module CW 6000W
Multi-Module CW 6000W
 QCW 150W/1500W
QCW 150W/1500W
 Multi-Module CW 12000W
Multi-Module CW 12000W
 Single-Module CW 1500W-3000W
Single-Module CW 1500W-3000W
 SEAL 355-3/5
SEAL 355-3/5
 SEAL 532
SEAL 532
 LARK 355-3/5
LARK 355-3/5
 PS IR/GR/UV Picosecond Laser
PS IR/GR/UV Picosecond Laser
 SEAL 355-10/15/20/30
SEAL 355-10/15/20/30
 Semiconductor Laser with Red Light Series 200W
Semiconductor Laser with Red Light Series 200W
 450nm—100W High Power Diode Laser
450nm—100W High Power Diode Laser
 10W-1064-01 Silicon Transmission Series Detection Moduler
10W-1064-01 Silicon Transmission Series Detection Moduler
 1060nm Series
1060nm Series
 880nm Series
880nm Series
 808nm Series
808nm Series
 976nm Series
976nm Series
 915nm Series
915nm Series
 COS Encapsulated Semiconductor Laser
COS Encapsulated Semiconductor Laser
 Laser Scriber
Laser Scriber
 High Voltage Resistor Tester
High Voltage Resistor Tester
 Single Chip Resistor Tester
Single Chip Resistor Tester
 Laser Trimmer
Laser Trimmer
 Hybrid Trimmer
Hybrid Trimmer
 HiPA-TT Light Transmittance Tester
HiPA-TT Light Transmittance Tester
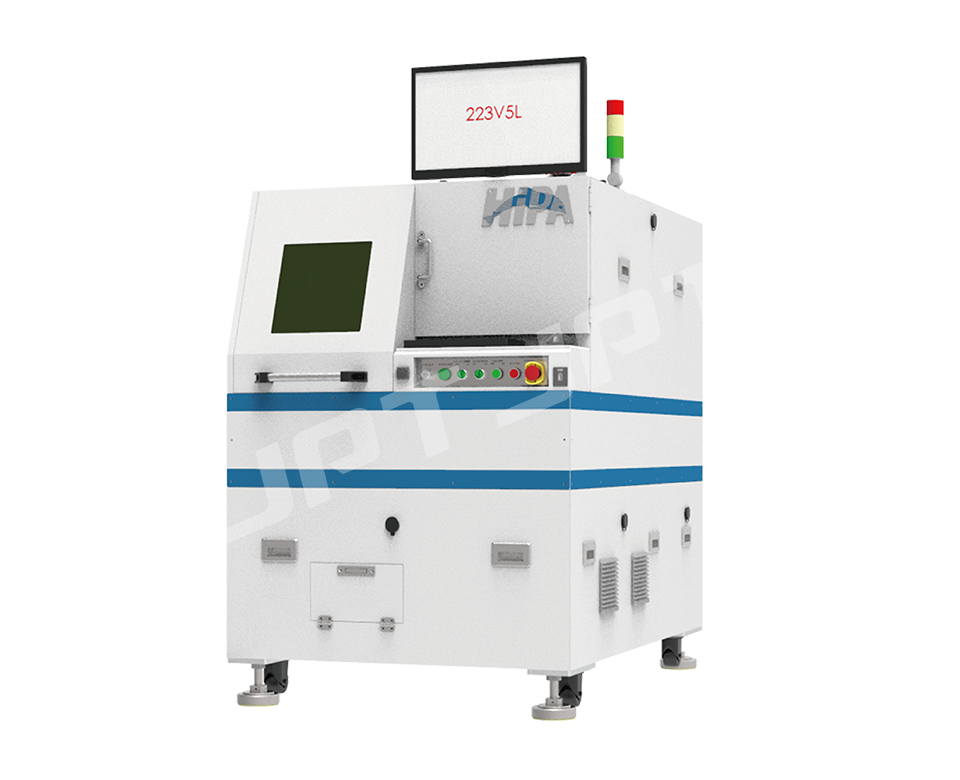
 PCB Laser Marking System
PCB Laser Marking System
 Ghost Writer & Reader - Subsurface 2D Barcode Marking & Reading System
Ghost Writer & Reader - Subsurface 2D Barcode Marking & Reading System
 High Precision 2DBC Laser-marking
High Precision 2DBC Laser-marking
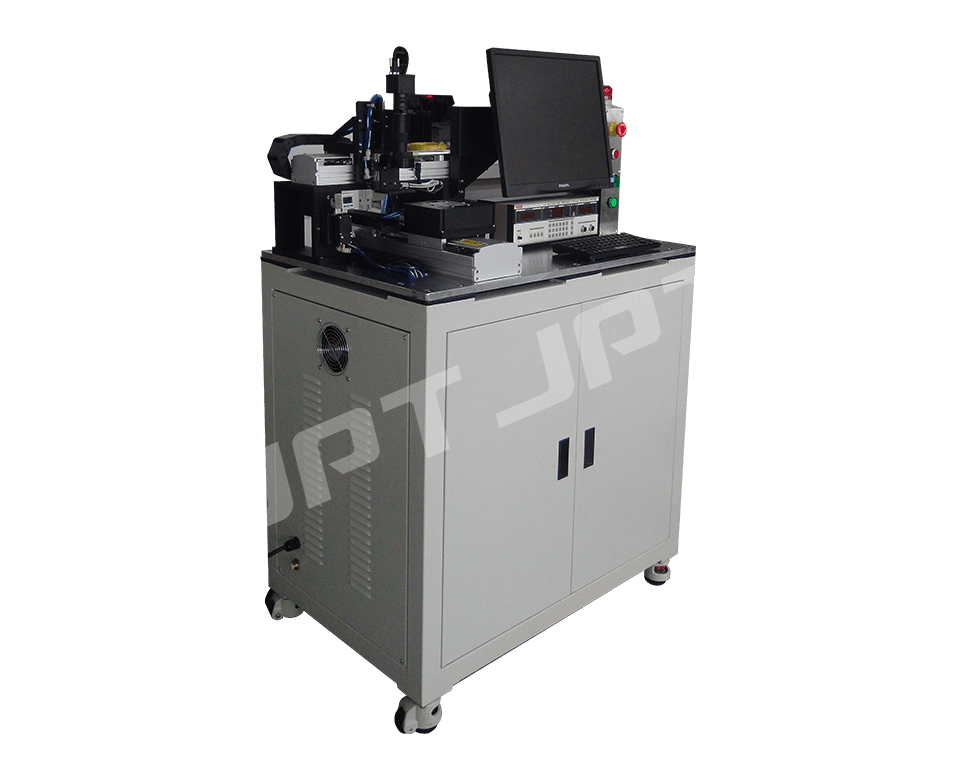
 Comprehensive VCSEL Module tester
Comprehensive VCSEL Module tester
 Comprehensive LED-PD Integrated Module Testing
Comprehensive LED-PD Integrated Module Testing
 Six-sided Inspection Machine
Six-sided Inspection Machine
JPT Laser M8 Series High Peak Power Lasers: Effortlessly Handling Complex Materials for High-Quality Processing
Current Background of Glass Drilling Processing
Glass has excellent transparency and chemical stability, making it widely used in everyday life. In specialized fields such as medical, chemical, and photovoltaic glass, the demand is increasing year by year as technology advances. Below are some common types of glass and their processing characteristics:
- Soda-Lime Glass (Regular Glass)
- Ultra-Clear Glass (Low-Iron Glass)
- K9 Glass
These types of glass possess good toughness and hardness, making them suitable for drilling thicknesses of 0-20 mm.
2. Borosilicate Glass and Quartz Glass
- Borosilicate Glass: Excellent light transmission properties and very low thermal expansion coefficient.
- Quartz Glass: Commonly used for optical lenses and has extremely high hardness.
When processing these types of glass, techniques such as thermal expansion and contraction or laser scribing are typically used. With the continuous development of laser technology, laser glass drilling has gradually become a new processing option. High peak power lasers are required for processing high-hardness glass.
3. Tempered Glass
Tempered glass is a type of pre-stressed glass that forms compressive stress on the surface through chemical or physical methods, thereby increasing its strength and load-bearing capacity. Its resistance to wind pressure, temperature fluctuations, and impact has been significantly enhanced. However, tempered glass cannot be cut after processing. When shattered, it breaks into small, blunt particles, reducing the risk of injury.
Different types of glass have their own advantages and processing requirements in various application scenarios, making the selection of appropriate processing methods and tools crucial for ensuring processing quality.
Advantages of Laser Glass Drilling
Glass drilling is a crucial step in glass production and deep processing, and its importance is evident. Currently, traditional glass cutting methods mainly include CNC cutting with tools and CNC cutting with water jets. For small businesses or those with limited budgets, these traditional methods are difficult to promote due to high costs.
Laser glass drilling, as a non-contact processing method, uses a focused high-energy density laser beam to melt or even vaporize the glass. The laser takes advantage of the glass's transparency to focus on the lowest layer and employs a 2.5D galvanometer for high-speed scanning, removing the glass layer by layer. This method can process various thicknesses and types of glass. In addition to the initial investment, laser cutting does not incur subsequent material costs, making it an increasingly important choice in the glass processing industry.
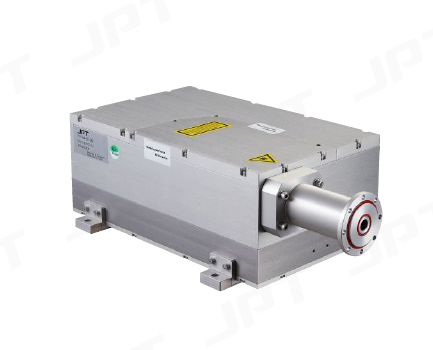
In this experiment, the JPT YDFLP-M8-200-S-W-V2 laser, paired with a 2.5D galvanometer and a three-dimensional cutting hardware and software system, was used to achieve drilling and cutting of conventional round holes or complex glass shapes. Compared to traditional mechanical drilling, this system offers high processing efficiency, low maintenance costs, and minimal thermal impact.
01. Effects of Laser Parameters on Glass Drilling
① Impact of Pulse Width on Glass Drilling
Below are the drilling experiments conducted on ultra-clear glass, with a circular hole diameter of 10 mm and a thickness of 3 mm, using 6 ns, 9 ns, and 12 ns modes to test the influence of pulse width on glass cutting.

Figure 1: Cutting Effects of Different Pulse Widths and Frequencies
和最大值(右)测量.jpg")
Figure 2: Average Edge Chipping (Left) and Maximum Edge Chipping (Right) Measurements

Through the experiments, it can be concluded that the average and maximum edge chipping are best controlled at 9 ns, followed by 6 ns, which also shows good edge performance. At 12 ns, both the average and maximum edge chipping are slightly higher, which can be attributed to heat accumulation at this pulse width. Suitable single pulse energy and peak power significantly impact edge chipping control; higher single pulse energy and peak power at the same pulse width yield better processing results.
② Impact of Repetition Frequency on Glass Drilling

Through experiments, it can be concluded that when the repetition frequency is at the cutoff frequency, the processing efficiency is highest. The processing time is reduced, which decreases heat accumulation, resulting in minimal edge chipping compared to 90% and 110%. When below the cutoff frequency, the output average power is low, leading to reduced efficiency; when above the cutoff frequency, both single pulse energy and peak power decrease, resulting in lower efficiency.
③ Impact of Power on Glass Drilling
The power of the laser affects processing efficiency and time. To further explore the significant impact of laser power on efficiency, the experiment tested varying power percentages while keeping other parameters the same. The parameters selected were 9 ns mode at 280 kHz, with power percentages set to 70%, 80%, and 90%, to evaluate the efficiency of drilling 10 mm diameter holes in 3 mm thick white glass.

Through experiments, it can be concluded that with the increase of average power, the peak power of the laser also increases, resulting in a reduced drilling time for holes of the same thickness and diameter.
02 Laser Shaped Hole Drilling Experiments
The laser outputs a beam, and the galvanometer motor achieves high-speed movement of the laser beam. This is then focused into the working area using an F-Theta lens. This processing method is convenient, controllable, and adjustable, providing a competitive solution for automated and integrated processing of equipment.

Figure 3: Working Principle of the Galvanometer
The following figure demonstrates the shaped hole drilling results using the YDFLP-200-M8-S-W-V2 laser, with edge chipping less than 400 microns and excellent edge quality.

Figure 4: Shaped Hole Drilling Results
03 Drilling Experiments on Glass of Different Thicknesses
In the glass drilling industry, improving efficiency and reducing costs are common pursuits. Addressing industry pain points and challenges is the relentless goal of JPT. Higher single-pulse energy and greater peak power significantly enhance processing efficiency. Below is the efficiency data for drilling with different thicknesses and hole diameters using the YDFLP-200-M8-S-W-V2, for reference only.

Processing Time Corresponding to Hole Thickness/Diameter
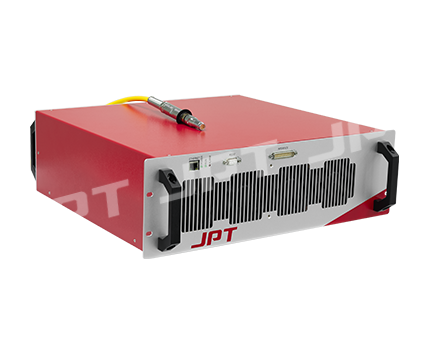
04-JPT M8 Series Lasers
The JPT M8 series lasers adopt a Master Oscillator Power Amplifier (MOPA) structure. Since their launch in 2021, they have undergone multiple iterations and optimizations, developing various power levels for different applications. Low to mid-power lasers (such as 20W and 50W) are suitable for surface treatment and engraving of heat-sensitive materials. Mid to high-power lasers (100W to 300W) excel in high-efficiency, high-demand applications such as deep cutting, deep engraving, and glass frosting.

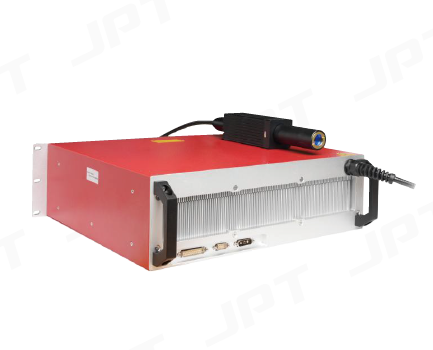
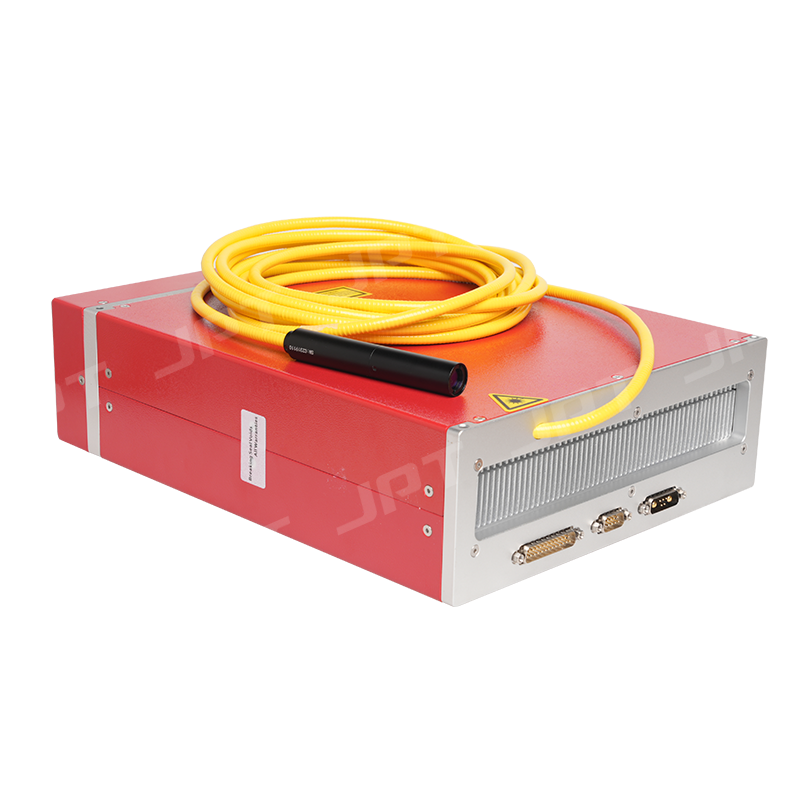
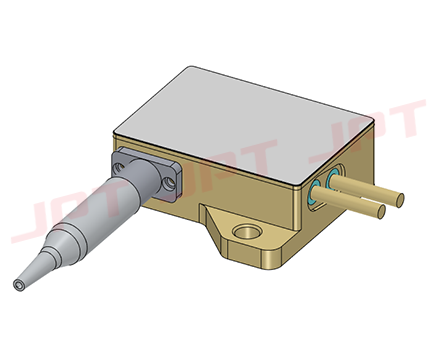
Figure 5: Appearance of YDFLP-200-M8-S-W-V2
Based on maintaining the independent adjustable pulse frequency feature of the JPT M7 series, the M8 series focuses on optimizing pulse peak power and beam quality. This series maintains excellent beam quality even under high-power operating conditions, with peak power reaching up to 300 kW. The efficient M8 series lasers provide a new high-efficiency processing method for the field of industrial automation.

Figure 6: Performance Indicators and Peak Power Curve of YDFLP-200-M8-S-W-V2
05 Applications of Complex Material Characteristics
The high peak power characteristics of the M8 series lasers allow for effects that ordinary infrared fiber lasers cannot achieve, such as marking on plastics. There are many common types of plastics, and typically, 1064 nm infrared fiber lasers are considered unsuitable for marking plastic materials. Ultraviolet solid-state lasers or CO2 lasers are generally used instead. However, the low thermal characteristics of high peak power lasers make this marking possible.

Figure 7: High Contrast Color Effects on POM and ABS Plastics
Compared to various issues present in traditional contact processing, the non-contact processing method of high peak power lasers offers significant advantages. Although the initial investment is higher, the stability of subsequent processing is greater, with lower ongoing costs. In applications involving complex material properties and physical characteristics, the JPT M8 series high peak power lasers, with their excellent beam quality and adjustable parameters, can easily handle and achieve high-quality results.
Recommended content
JPT 2024 Annual Report: Revenue Reaches a Historic High
DateTime:2025/04/03
JPT Skills Competition 2024 comes to a successful conclusion
DateTime:2024/11/13
"The Unseen Champion" Chronicle: JPT Strives to be the Leader in the Laser Technology Subdivision
DateTime:2024/08/30
Good news | JPT won another industry award
DateTime:2024/08/29
Good News | JPT Once Again Awarded National Manufacturing Industry Champion, Laser Resistor Technology Attracts Global Attention
DateTime:2024/08/19

