JPT Laser is world leader in providing a wide range of laser systems and intelligent equipment’s for different industrial applications. Different product lines of lasers based on the requirements are available in JPT Laser catalogue.
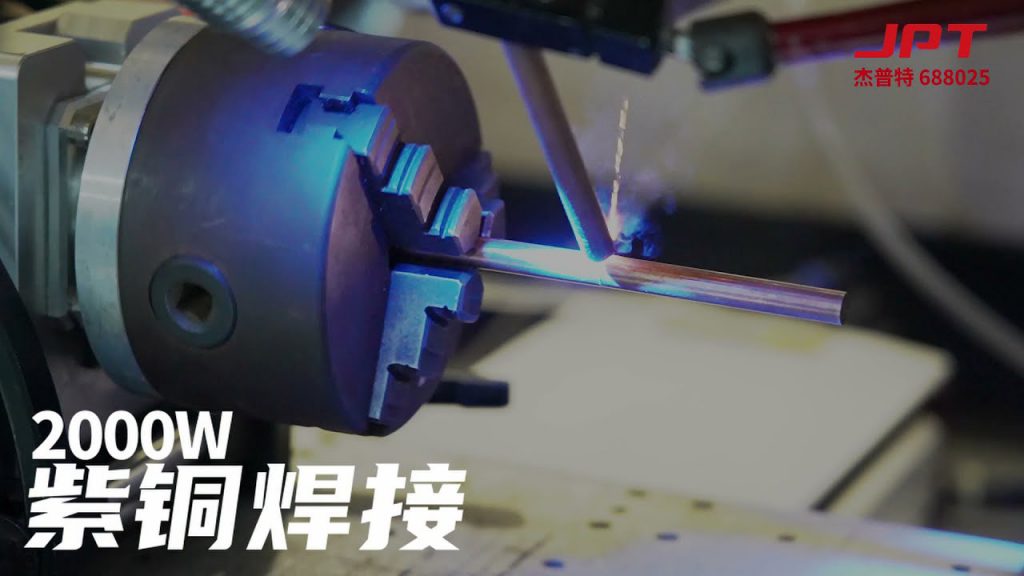
A wide spectrum of laser parameters like wavelength selection, pulse repetition frequency, broad power range, technologically updated features are available at JPT laser. A dedicated team of experts is always available to find the customized solution that may be quite varied depending upon the requirement and circumstances of customers. One of the specialties of JPT laser is their CW fiber Laser that may be perfect choice for brazing applications.
High power pulsed fiber lasers make use of master oscillator power amplifier (MOPA) configuration, and show excellent laser performance as well as high level of temporal pulse shaping controllability. As compared to the Q-switching technology, the pulse repetition frequency (PRF) and pulse width can be controlled independently in MOPA configuration, through adjusting different combination of the above parameters; the peak power of laser can be well maintained.
These lasers can be a perfect choice for Trifocal Laser Brazing recently invented that helps in cleaning and joining process in a single step. Trifocal brazing is performed by a three beam system out of which two beams are propagated through the samples to ablate the contaminants and creating wetting through preheating. The third laser beam is then utilized for ultimate brazing in the already cleaned surface.
This innovative technology became possible due to flexibility of fiber laser technology. In fact, to prepare three beam systems, three different fiber cables with different diameters are housed into a single cable. This three beam housed into a single cable is capable of creating Trifocal brazing.
Laser Brazing requires more sophistication in terms of controlling the beam profile and heating mechanism and it is very important to understand the requirements and decide accordingly the right laser with ideal profiles.